Microreactor Overview
The most notable feature of microreactors is their potential for high throughput and low-cost mass production.
The requirements and working conditions for microreactors in life science applications are different from those in industrial applications, for which the advantages of microreactors are mainly in four areas: functionality, safety, cost and scientific value.
functionality
The functional advantages of microreactors are low thermal inertia, stable physical properties, uniform temperature, short residence time, and large surface-to-volume ratio.
The small size of the system results in low thermal inertia of the reactor.
Direct and precise temperature control in microreactors is easier and faster than in conventional reactors.
Microreactors are small in size and have high heat and mass transfer rates, thus allowing reactions to be carried out under more demanding conditions.
The high heat transfer rate also allows the reaction to take place under more uniform temperature conditions.
The small size also reduces the residence time of the reactor. Unstable intermediates can be quickly transferred to the next process.
The large surface-to-volume ratio can effectively inhibit homogeneous side reactions in heterogeneous catalyzed gas-phase reactions.
safety
Since the ratio between surface heat loss and heat generation is large, flames and explosions can be suppressed, thus making reactions safe.
The small size of the reactor also results in accidental releases of chemicals that are likely to be small enough not to cause large-scale harm and are easily controlled.
The possibility of sensor integration improves the safety of microreactors.
costs
Rapid screening and high throughput make microreactors more efficient than their counterparts, which in turn makes them cost-effective.
The low amount of reagents required also minimizes the use of expensive reagents.
Since microreactors can be inexpensively manufactured in bulk, they can be numbered and produced by replicating reactor units.
Since lab-scale microreactors can be manufactured cheaply in bulk, they can be scaled up by replicating reactor units, which is particularly beneficial for the fine chemical and pharmaceutical industries, which have small annual production volumes.
Microreactors offer great flexibility, as only the number of production units needs to be changed to meet the required production capacity.
scientific value
Fluid flow in microreactors is laminar, which is well studied and can be handled by most CFD tools. For submicron structures, the flow may enter the molecular regime, requiring new computational models. In most practical cases, laminar flow modeling is sufficient for the design of microreactors.
Practical application considerations
Further size reduction to the micron and submicron level may be detrimental to industrial applications.
In life science and chemical analysis applications, microreactors are typically disposable and designed without regard to their long-term performance.
In industrial applications, fouling and clogging of small passages can be a serious problem.
In addition, smaller sizes result in shorter residence times, which should be matched to the desired reaction time.
Heat removal and supply is another important issue for microreactors. Elements such as heaters and heat exchangers may need to be integrated with the microreactor.
For applications in the life sciences, miniaturization allows for rapid heating and draining of reactors.
In reactions such as the polymerase chain reaction (PCR), rapid temperature changes shorten thermal cycling cycles.
Unlike industrial applications that utilize continuous flow systems, microreactors for the life sciences are typically a closed system. The volume of liquid in the reaction chamber may be on the order of picoliters, and the total number of molecules available for reaction decreases with volume.
While at the macroscopic scale the number of reagent molecules in the reaction chamber is sufficient for the reaction, at the microscopic scale they may bind to the surface and inhibit the reaction.
For example, native silicon and silicon nitride inhibit micro-scale PCR reactions.
The smaller volume of the reaction chamber also creates more problems for liquid handling.
In practical applications, where sample liquids need to be prepared and reaction results need to be analyzed, transferring picoliter orders of magnitude between equipment and devices is an almost impossible task.
Therefore, the design of microreactors for applications in the life sciences is often associated with the design of integrated sample pretreatment units and analytical devices.
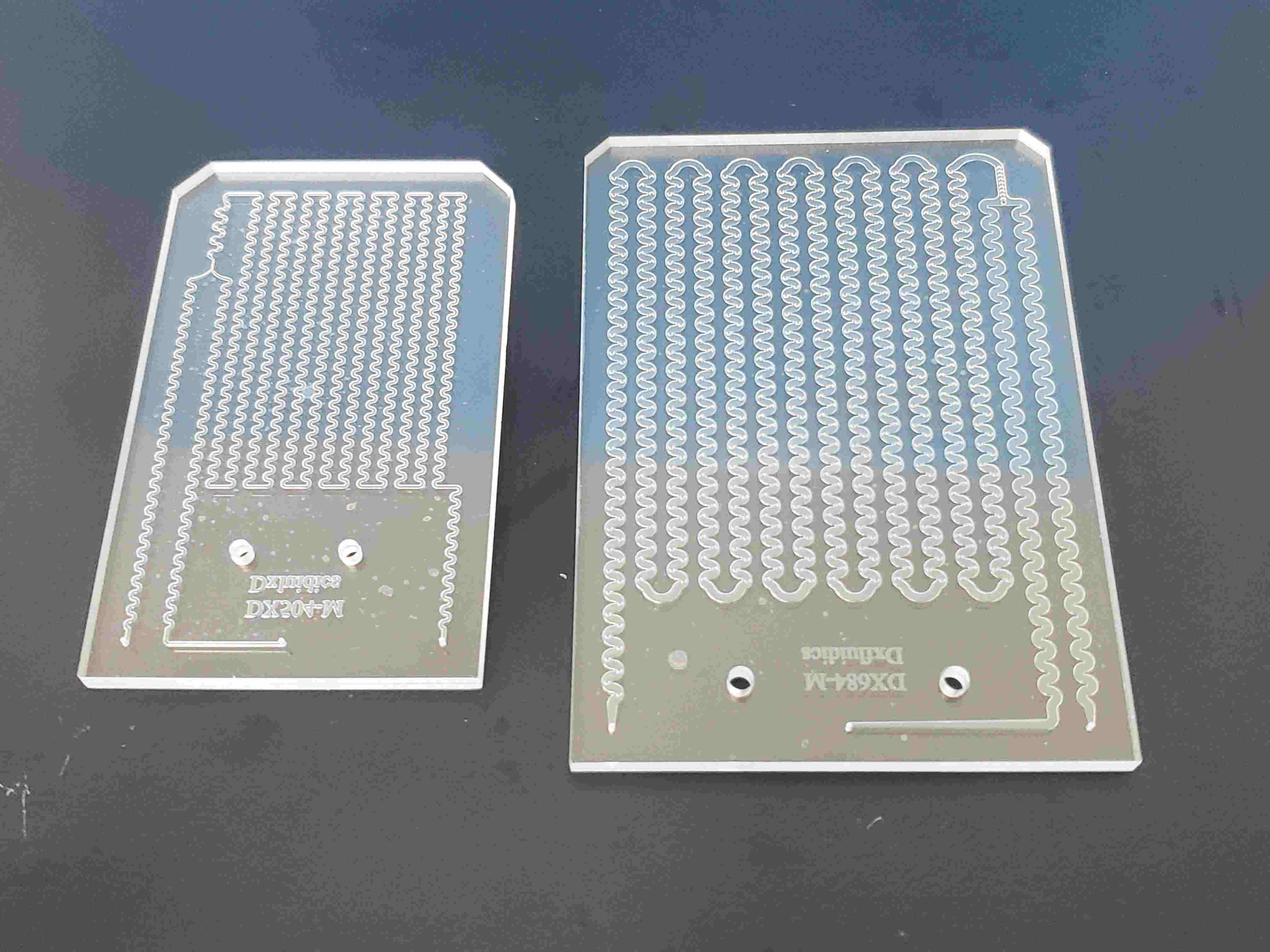
Microreactor components
Depending on the type of reaction, the microreactor consists of the following components:
Microchannels;
Thermal management functional elements: heaters, temperature sensors, radiators and heat exchangers;
Catalyst structure: porous surface, catalyst film and catalyst layer;
Sensing element: chemical sensor;
Mixing elements: micro-mixers.
Practical applications of microreactors
Mini Burner
Oxidation or combustion is one of the most common gas reactions. The combustion of hydrocarbons or hydrogen has great potential for energy production due to its high energy density. Highly efficient micro-engines can be realized using micro-burners, which can produce 10W to 50W of electrical energy per hour by consuming only about 7 grams of jet fuel.
Micro Fuel Cell
In micro-engines, combustion reactions result in energy losses. In addition, micro-engines need to convert mechanical energy into electrical energy. The high temperatures involved in micro-engines are a major challenge for material selection and manufacturing techniques.
In contrast to micro-engines, oxidation reactions in fuel cells can convert chemical energy directly into electrical energy at relatively low temperatures, even at room temperature.
A typical fuel cell consists of an electrolyte layer in contact with a porous anode and cathode on either side. Fuel (e.g., hydrogen) is continuously delivered to the anode and an oxidizer (e.g., oxygen from the air) is continuously delivered to the cathode.
PCR equipment
This reaction amplifies the DNA that stores the genetic information of the organism.This technique is necessary for the concentration of DNA required in the analysis.
PCR consists of three distinct phases: denaturation, hybridization, and extension.
The three processes described above complete a cycle called a PCR cycle. Theoretically, repeating the PCR cycle n times can amplify a single double-stranded DNA molecule up to 2n times.
High-throughput drug screening
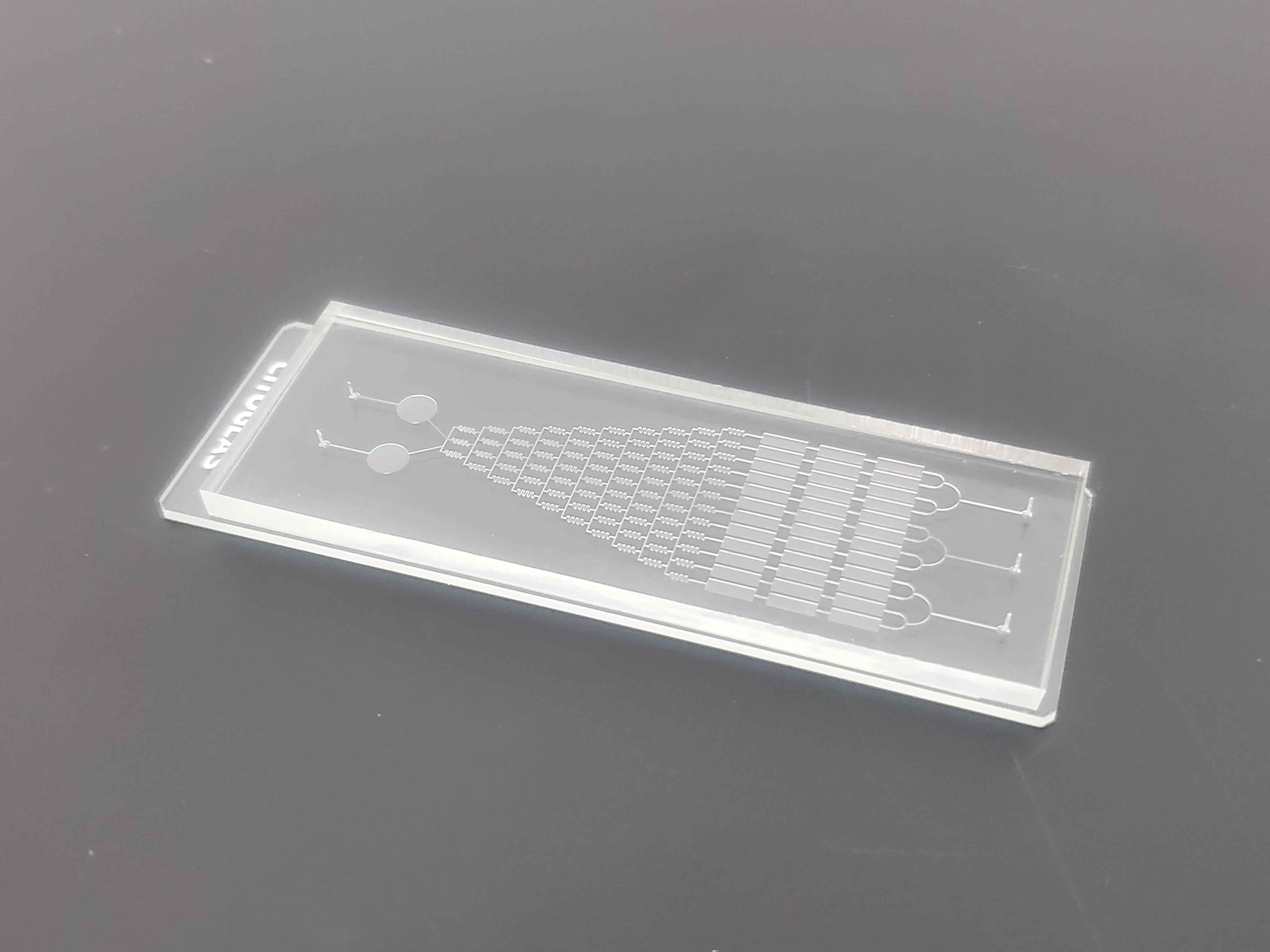
Microfluidic microsystems are capable of generating concentration gradients of various biochemicals (e.g., cytokines and growth factors) to study concentration-dependent cellular responses.
Compared to traditional concentration gradient generation methods, microfluidic-based gradient generation methods offer greater flexibility, produce high-resolution drug concentrations, and enable real-time observation of cellular responses.
organ chip
Considerable efforts have been made to improve the accuracy of microfluidic cell culture systems in predicting cellular responses under in vitro conditions by modeling cell-cell and cell-extracellular matrix interactions.
To this end, a tissue engineering approach for cell patterning and modulation of matrix stiffness has been employed in an advanced 3D microfluidic system for the development of a human organ model, the microfluidic organ-on-a-chip (OOC) system. This biomimetic microsystem is designed to present minimal organ-level structural and functional responses of organs for disease modeling and drug toxicity studies.

cell processing
In many biochemical analysis applications, it is often necessary to analyze cells and biological agents. Here, the cell itself can be considered as a closed biological microreactor. Since the micromechanical structure and the cell have the same size, biochemical and biophysical analyses can be performed on individual cells. The biochemical analysis process consists of many steps: cell sorting and collection, cell lysis, polymerase chain reaction and electrophoretic separation.
About Us
DingXu (Suzhou) Microfluidics Technology Co., Ltd. is a high-tech enterprise dedicated to the field of microfluidics. We are committed to providing customers with comprehensive microfluidic solutions, including customized microfluidic chip development, surface modification, microfluidic chip processing equipment, and microfluidic instruments. Our team boasts extensive experience and technical expertise, continuously combining professional knowledge with innovative thinking to deliver high-quality solutions. We consistently prioritize customer-centric values, embrace self-challenges, and pursue excellence. Through professionalism, innovation, and collaboration, we aim to create greater value for our customers and contribute to a brighter future in the field of microfluidics.